Ang mga centrifugally cast na bahagi ay patuloy na naghahatid ng mga mahusay na mekanikal na katangian, mas siksik na microstructure, at mas mahabang buhay ng serbisyo kumpara sa mga bahaging ginawa ng mga static na pamamaraan ng paghahagis. Sa pamamagitan ng paggamit ng kontroladong rotational force upang ipamahagi ang tinunaw na metal laban sa isang mold wall, ang proseso ng centrifugal casting ay nag-aalis ng porosity, shrinkage, at inclusion defects na sumasalot sa mga conventional sand at gravity castings. Mula sa mga pressure pipe at cylinder liners hanggang sa aerospace ring at chemical process equipment, ang mga centrifugally cast na bahagi ay ang benchmark para sa integridad ng istruktura sa mga hinihingi na aplikasyon. Ang gabay na ito ay eksaktong nagpapaliwanag kung paano gumagana ang proseso, kung saan ito mahusay, at kung paano matukoy kung ito ang tamang paraan ng pagmamanupaktura para sa iyong mga bahagi.
Ano ang Kahulugan ng "Centrifugal Cast"?
A centrifugally cast Ang bahagi ay ginawa sa pamamagitan ng pagbuhos ng tinunaw na metal sa isang mabilis na umiikot na amag, kung saan ang puwersa ng sentripugal - hindi ang gravity - ay nagtutulak sa metal palabas upang bumuo ng isang siksik, pare-parehong hugis laban sa dingding ng amag. Tinutukoy ng termino ang klase ng mga bahagi na ito mula sa mga ginawa ng static na paraan ng paghahagis gaya ng sand casting, investment casting, o gravity die casting, kung saan pinupuno ng metal ang isang nakatigil na lukab.
Ang bilis ng pag-ikot ng amag sa panahon ng paghahagis ay tiyak na kinokontrol at karaniwang bumubuo ng isang sentripugal na puwersa ng 75 hanggang 150 beses ang puwersa ng grabidad (75–150 G) . Ang matinding puwersang ito ay nagpapadikit sa solidifying metal, nagtutulak ng mas magaang mga dumi — slag, oxides, gas bubbles — patungo sa inner bore kung saan maaaring i-machine ang mga ito, at gumagawa ng butil na istraktura na mas pino at mas nakahanay sa direksyon kaysa sa anumang static na paghahagis.
Ang proseso ay pinakakaraniwang ginagamit sa mga cylindrical o tubular na geometries - mga tubo, singsing, manggas, liner, at bushings - kahit na ang mga hugis na variant ng proseso ay maaaring makagawa ng mas kumplikadong mga asymmetric na anyo.
Paano Gumagana ang Proseso ng Centrifugal Casting Step by Step
Ang proseso ng paghahagis ng sentripugal ay sumusunod sa isang tiyak na pagkakasunod-sunod na daloy ng trabaho kung saan ang paghahanda ng amag, bilis ng pagbuhos, bilis ng pag-ikot, at bilis ng paglamig ay maingat na kinokontrol upang makagawa ng mga bahaging walang depekto. Narito kung paano nagpapatuloy ang isang karaniwang pahalang na centrifugal casting cycle:
- Hakbang 1 - Paghahanda ng amag: Ang isang permanenteng bakal o graphite na amag ay nililinis, pinainit sa 150–300°C, at pinahiran ng refractory wash upang maiwasan ang pagdikit ng metal at kontrolin ang bilis ng pagkuha ng init.
- Hakbang 2 — Pag-ikot ng amag: Ang amag ay pinabilis sa target na bilis ng pag-ikot, karaniwan 300–3,000 RPM depende sa diameter ng amag at density ng haluang metal, bago magsimula ang pagbuhos.
- Hakbang 3 - Pagbuhos ng metal: Ang tunaw na metal ay ipinapasok sa pamamagitan ng pagbubuhos ng spout o labangan sa isang kontroladong bilis ng daloy habang umiikot ang amag. Ang metal ay agad na itinapon palabas laban sa dingding ng amag sa pamamagitan ng puwersang sentripugal.
- Hakbang 4 - Solidification: Ang metal ay nagpapatigas mula sa labas papasok, na ang siksik na panlabas na pader ay unang nagyeyelo laban sa malamig na amag. Ang mas magaan na mga dumi ay naghihiwalay sa loob patungo sa butas at huling tumigas.
- Hakbang 5 — Pagkuha at inspeksyon: Kapag na-solid na, ang casting ay kinukuha, pinahihintulutang lumamig, at sasailalim sa dimensional inspection, ultrasonic testing, at surface examination bago ang machining.
- Hakbang 6 - Pagma-machine: Ang inner bore — na naglalaman ng segregated impurity layer — ay pinaalis sa makina, na naiwan lamang ang malinis, siksik na panlabas na istraktura ng metal. Ito ay isang pangunahing bentahe sa kalidad: ang mga depekto ay sistematikong inalis, hindi nakatago.
Tatlong Uri ng Centrifugal Casting: True, Semi, at Centrifuged
Hindi lahat ng bahagi ng centrifugally cast ay gumagamit ng parehong variant ng proseso — ang tatlong pangunahing uri ay naiiba sa oryentasyon ng amag, kakayahan sa geometry, at ang antas kung saan hinuhubog ng puwersa ng sentripugal ang huling bahagi.
1. Tunay na Centrifugal Casting
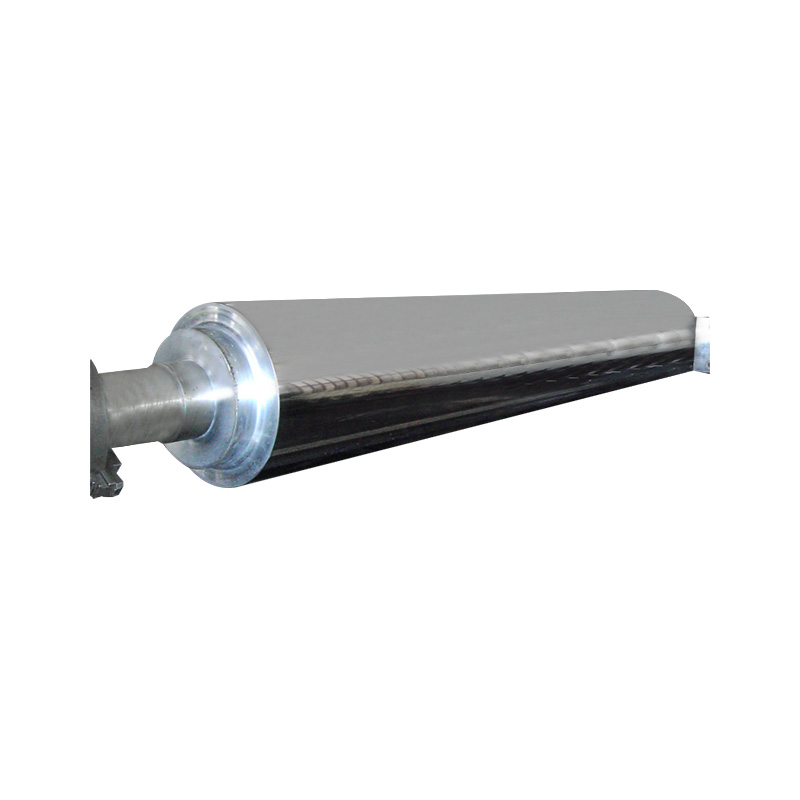
Ang axis ng amag ay nakahanay sa axis ng paghahagis. Ang panloob na ibabaw ng bahagi ay ganap na nabuo sa pamamagitan ng sentripugal na puwersa - walang core ang ginagamit. Ito ang prosesong ginagamit sa paggawa mga tubo, silindro, singsing, at tubo . Ang amag ay maaaring naka-orient nang pahalang (para sa mahabang mga silindro) o patayo (para sa mga maikling singsing na may malalaking diameter). Ang variant na ito ay naghahatid ng maximum density at microstructural na benepisyo ng lahat ng tatlong pamamaraan.
2. Semi-Sentripugal Casting
Ang amag ay umiikot tungkol sa isang patayong axis, ngunit ang isang gitnang core ay ginagamit upang mabuo ang panloob na geometry. Mga pandagdag sa puwersa ng sentripugal — sa halip na ang tanging tumutukoy — pamamahagi ng metal. Ang paraang ito ay ginagamit para sa mga blangko ng gear, gulong, pulley, at flanged na bahagi kung saan kinakailangan ang isang solidong sentro. Ang proseso ay naghahatid ng pinahusay na density kumpara sa static na pag-cast ngunit mas mababa kaysa sa tunay na centrifugal casting.
3. Centrifuging (Pressure Casting)
Ang maramihang mga lukab ng amag ay nakaayos nang radially sa paligid ng isang gitnang sprue. Ang buong pagpupulong ay umiikot, gamit ang centrifugal pressure upang pilitin ang metal sa bawat lukab. Ginagamit ang variant na ito para sa maliit, kumplikado, hindi simetriko na mga bahagi gaya ng mga bahagi ng ngipin, alahas, at maliliit na bahagi ng katumpakan kung saan ang pinahusay na fill at pinababang porosity ang pangunahing layunin. Ang sentripugal na benepisyo dito ay ang pagkakumpleto ng pagpuno sa halip na pagpapabuti ng density.
| Uri | Oryentasyon ng amag | Kinakailangan ang Core? | Mga Karaniwang Bahagi | Benepisyo ng Densidad |
| Tunay na Centrifugal | Pahalang o Patayo | Hindi | Mga tubo, silindro, singsing | Pinakamataas |
| Semi-Centrifugal | Vertical | Oo (gitnang core) | Mga blangko ng gear, gulong, flanges | Mataas |
| Centrifuging | Vertical (radial cavities) | Oo (hugis na amag) | Maliit na mga bahagi ng katumpakan | Katamtaman |
Talahanayan 1: Paghahambing ng tatlong variant ng proseso ng paghahagis ng sentripugal ayon sa oryentasyon, pangunahing kinakailangan, bahaging geometry, at benepisyo ng relatibong density.
Bakit Ang mga Bahagi ng Centrifugally Cast ay Metalurgically Superior
Ang mga bentahe ng metalurhiko ng mga bahagi ng centrifugally cast ay hindi marginal — ang mga ito ay nasusukat, nauulit, at nakadokumento sa mga dekada ng data ng pagsubok ng mga materyales. Narito kung ano ang inihahatid ng pisika ng proseso:
Near-Zero Porosity
Sa mga static na cast, ang mga bula ng gas at pag-urong na mga void ay nakulong sa loob ng solidifying mass. Sa centrifugally cast parts, ang centrifugal force field (75–150 G) ay malayong mas malakas kaysa sa buoyancy forces na magpipigil sa mga bula ng gas sa lugar, kaya ang mga bubble ay lumilipat papasok sa bore at inaalis sa pamamagitan ng machining. Regular na nahahanap ang independyenteng pagsubok mga antas ng porosity sa ibaba 0.1% sa centrifugally cast bahagi, kumpara sa 2–5% porosity sa mga katumbas na sand casting.
Directional Solidification at Fine Grain Structure
Ang metal ay nagpapatigas mula sa labas ng dingding papasok sa isang sentripugal na bahagi ng cast. Ang directional solidification na ito ay gumagawa ng columnar grain structure na nakahanay sa radial — ang pinakamalakas na direksyon para sa mga application na may pressure. Ang resulta ay isang materyal na kumikilos na mas malapit sa wrought (worked) na metal kaysa sa isang conventional casting sa mga tuntunin ng tensile at fatigue properties.
Mga Bentahe ng Mechanical Property
Kung ikukumpara sa mga katumbas ng sand-cast sa parehong haluang metal, ang mga centrifugally cast na bahagi ay karaniwang nagpapakita ng:
- 10–20% na mas mataas na lakas ng makunat
- 15–25% na mas mataas na lakas ng ani
- 20–30% mas mahusay na pagpahaba (ductility)
- Makabuluhang pinabuting paglaban sa pagkapagod sa ilalim ng cyclic loading
- Superior na paglaban sa kaagnasan dahil sa isang homogenous, inclusion-free microstructure
Paghihiwalay ng Pagsasama
Ang slag, oxides, at non-metallic inclusions ay hindi gaanong siksik kaysa sa molten metal matrix. Sa ilalim ng puwersang sentripugal, naghihiwalay sila papasok sa ibabaw ng bore — ang parehong rehiyon na kasunod na pinaalis sa makina. Nangangahulugan ito na ang structural wall ng tapos na bahagi ay mahalagang walang mga inklusyon , isang resulta na walang static na paraan ng paghahagis ang maaasahang gayahin.
Centrifugally Cast vs. Buhangin Cast vs. Pamumuhunan Cast: Isang Direktang Paghahambing
Ang centrifugally cast na mga bahagi ay humahantong sa mga mekanikal na katangian at panloob na kagalingan, habang ang sand casting ay nanalo sa geometric flexibility at investment casting ay nangunguna sa pinong detalye — ang tamang pagpipilian ay depende sa mga kinakailangan sa pagganap ng bahagi.
| Criterion | Centrifugally Cast | Sand Cast | Investment Cast |
| Panloob na Porosity | <0.1% (mahusay) | 2–5% (mahirap) | 0.5–1% (mabuti) |
| Lakas ng makunat | Mataasest | Pinakamababa | Katamtaman–High |
| Geometric Complexity | Mababang–Katamtaman (cylindrical) | Napakataas | Napakataas |
| Surface Finish (bilang cast) | Katamtaman (OD smooth) | magaspang | Magaling |
| Materyal na ani | Mataas (no risers/gates) | Mababa (gating system waste) | Katamtaman |
| Gastos sa Tooling | Katamtaman | Mababa | Mataas |
| Pinakamahusay Para sa | Mga bahagi ng presyon, liner, singsing | Malaki, kumplikadong mga hugis | Maliit na mga bahagi ng katumpakan |
Talahanayan 2: Head-to-head na paghahambing ng centrifugally cast, sand cast, at investment cast parts sa porosity, strength, geometry, surface finish, yield, tooling cost, at application suitability.
Mga Materyales na Karaniwang Ginagawa bilang Centrifugally Cast Components
Ang centrifugal casting ay katugma sa halos lahat ng castable alloy system, at partikular na epektibo sa mga materyales na nakikinabang mula sa directional solidification at mababang inclusion content. Ang pinaka-karaniwang centrifugally cast na mga materyales ay kinabibilangan ng:
- Gray at ductile cast iron: Ginagamit para sa mga cylinder liners, pipe, at mga bahagi ng makina. Ang centrifugally cast iron ay nagpapakita ng graphite flake alignment na nagpapahusay ng wear resistance sa mga liner application.
- Carbon at mababang-alloy na bakal: Ginagamit para sa mga pressure vessel, chemical process equipment, at structural ring. Ang sentripugal na cast na bakal ay nakakamit ng malapit na gawa sa mekanikal na mga katangian.
- Mga hindi kinakalawang na asero (300 at 400 series): Ginagamit sa kinakaing unti-unting kemikal, pagproseso ng pagkain, at mga aplikasyon sa parmasyutiko. Ang inclusion-free microstructure ng centrifugally cast stainless ay nagpapaganda ng crevice corrosion resistance.
- Mga superalloy na nakabatay sa nikel: Ginagamit para sa mga aerospace ring, mga bahagi ng gas turbine, at high-temperature process equipment kung saan kinakailangan ang creep resistance na higit sa 700°C.
- Mga haluang tanso (tanso, tanso, metal ng baril): Ginagamit para sa mga bushings, bearings, manggas, at mga bahagi ng dagat. Ang mga bronze centrifugal casting ay nagpapakita ng mahusay na mga katangian na nagdadala ng pagkarga at lumalaban sa kaagnasan sa tubig-dagat.
- Mga haluang metal: Ginagamit para sa magaan na aerospace, automotive, at mga aplikasyon ng produkto ng consumer kung saan kinakailangan ang manipis na pader na tubular na bahagi.
- Mga haluang metal ng titanium: Ginagamit sa espesyal na aerospace at mga medikal na implant na aplikasyon. Ang centrifugal casting ng titanium ay nangangailangan ng vacuum o inert na pagpoproseso ng atmospera dahil sa matinding reaktibiti ng metal sa mga temperatura ng casting.
Mga Industriya na Umaasa sa Centrifugally Cast Components
Ang mga bahagi ng centrifugally cast ay mahalaga sa bawat industriya kung saan ang mga cylindrical na bahagi ay dapat mapanatili ang presyon, temperatura, o mekanikal na stress sa mga antas na hindi maaasahang sinusuportahan ng mga static na casting.
Langis at Gas at Petrochemical
Ang mga centrifugally cast tubes, pipe, at fittings ay bumubuo sa backbone ng refinery furnace system, catalytic cracker tubes, at high-pressure flow lines. Nagliliwanag at convection tubes na tumatakbo sa 900–1,100°C sa mga refinery furnace ay halos sentripugal na inihahagis sa mga haluang metal na lumalaban sa init gaya ng HP-Modified o HK-40 na hindi kinakalawang na asero — mga materyales na ang pagganap sa temperatura ay ganap na nakasalalay sa pagkakapareho ng microstructural na ang centrifugal casting lamang ang maaaring maghatid.
Power Generation
Ang mga steam turbine casing, rotor sleeves, at boiler tubes sa thermal power plants ay regular na inihahagis sa sentripugal mula sa chrome-moly at stainless steel alloys. Ang kakayahang gumawa ng mga cylinder na makapal na pader na may pare-parehong kapal ng pader ay kritikal para sa mga bahagi na gumagana sa mga presyon ng singaw na higit sa 300 bar .
Aerospace at Depensa
Ang mga aerospace structural ring, bearing race, at turbine shroud na ginawa bilang centrifugally cast component ay dapat matugunan ang napakahigpit na nondestructive testing (NDT) na pamantayan sa pagtanggap. Ang near-zero porosity ng centrifugally cast nickel superalloy rings ay nagpapahintulot sa kanila na makapasa fluorescent penetrant inspection (FPI) at ultrasonic testing mga pamantayan na aalisin ang karamihan sa mga alternatibong statically cast.
Automotive at Heavy Equipment
Ang mga cylinder liner ng makina — ang mga manggas na bakal na lumalaban sa pagsusuot na bumubuo sa bore surface sa mga makina ng diesel at gasolina — ay kabilang sa mga high-volume na centrifugally cast na bahagi sa produksyon sa buong mundo. Milyun-milyong cylinder liners ang sentripugal na inihagis taun-taon dahil ang proseso ay gumagawa ng graphite microstructure sa bore surface na nagpapabuti sa pagpapanatili ng langis at wear resistance sa pamamagitan ng 30–50% kumpara sa static cast o machined na mga alternatibo.
Imprastraktura ng Tubig at Wastewater
Ang ductile iron water mains, pressure pipe, at fittings ay sentripugal na inihagis para sa munisipal na imprastraktura ng supply ng tubig sa loob ng mahigit isang siglo. Ang centrifugally cast ductile iron pipe ay sumusunod sa mga internasyonal na pamantayan gaya ng ISO 2531 at EN 545 , at ang karaniwang buhay ng serbisyo sa mga inilibing na aplikasyon ay lumampas 100 taon .
Marine at Offshore
Ang mga propeller shaft sleeves, stern tube liners, at seawater pump body ay sentripugal na inihagis sa nickel-aluminum bronze o duplex stainless steel. Inaalis ng homogenous na microstructure ang selective phase corrosion (dezincification, dealuminification) na nakakaapekto sa statically cast alternatives sa seawater service.
Mga Limitasyon ng Centrifugal Casting: Kailan Pumili ng Ibang Proseso
Sa kabila ng mga pakinabang nito sa metalurhiko, ang centrifugal casting ay hindi ang tamang pagpipilian para sa bawat bahagi - ang mga geometric na hadlang at pang-ekonomiyang kadahilanan ay nangangahulugan na ang ilang bahagi ay mas mahusay na pinaglilingkuran ng mga alternatibong proseso.
- Mga kumplikadong non-symmetric na geometries: Ang mga bahagi na may mga flanges, mounting lugs, manipis na palikpik, o masalimuot na panloob na mga daanan ay hindi maaaring gawin ng totoong centrifugal casting. Ang sand casting o investment casting ay mas angkop.
- Napakaliit na laki ng batch: Ang pag-setup ng amag at pag-calibrate ng rotational system ay may kasamang mga nakapirming gastos na ginagawang suboptimal ang centrifugal casting para sa mga dami na mas mababa sa humigit-kumulang. 10–20 piraso sa ilang mga sistema ng haluang metal.
- Mga haluang metal na may matinding pagkakaiba sa density sa pagitan ng mga phase: Sa ilang mga multi-phase na haluang metal, ang centrifugal segregation ay maaaring magdulot ng compositional gradients sa kapal ng pader — isang disbentaha sa halip na isang kalamangan. Dapat itong pamahalaan sa pamamagitan ng pagpili ng haluang metal at kontrol sa proseso.
- Napakalaking asymmetric na bahagi: Ang mga istrukturang cast tulad ng mga bloke ng engine, valve body, o pump housing ay lampas sa geometric na sobre ng centrifugal casting. Mas mainam na ihain ang mga ito sa pamamagitan ng no-bake sand o investment casting.
Mga Pamantayan sa Quality Control para sa Centrifugally Cast Components
Ang mga centrifugally cast na bahagi na nakalaan para sa mga kritikal na aplikasyon ay dapat sumunod sa isang mahigpit na hanay ng mga pamantayan ng materyal, dimensional, at hindi mapanirang pagsubok. Kabilang sa mga pangunahing pamantayang naaangkop sa mga bahagi ng centrifugally cast ang:
| Pamantayan | Aplikasyon | Mga Pangunahing Kinakailangan |
| ASTM A 48 / A 278 | Gray iron centrifugal castings | lakas ng makunat, tigas, microstructure |
| ASTM A 532 | Cast iron na lumalaban sa abrasion | Katigasan, komposisyon, microstructure |
| ISO 2531 / EN 545 | Malagkit na bakal na tubo ng tubig | Hydrostatic pressure test, kapal ng pader, patong |
| ASTM A 999 / A 530 | Steel centrifugal pipe at tubo | Hydrostatic test, dimensional tolerances, NDT |
| AMS 2175 | Pag-uuri ng Aerospace castings | Radiographic, FPI, pamantayan sa pagtanggap ng ultrasonic |
Talahanayan 3: Mga pangunahing pamantayan sa kalidad at pagsunod na naaangkop sa mga centrifugally cast na bahagi sa mga industriya kabilang ang imprastraktura ng tubig, steel pipe, cast iron, at aerospace.
Mga Madalas Itanong Tungkol sa Mga Bahagi ng Centrifugally Cast
Q: Ano ang pagkakaiba sa pagitan ng centrifugally cast at centrifuge cast?
Ang mga termino ay kadalasang ginagamit nang palitan sa industriya, ngunit sa teknikal "centrifugally cast" ay tumutukoy sa totoong centrifugal casting kung saan ang hugis ng bahagi ay direktang nabuo sa pamamagitan ng puwersang sentripugal (tulad ng sa mga tubo at silindro), habang "cast ng centrifuge" o "centrifuged" ay tumutukoy sa variant ng pressure casting kung saan nakaayos ang maramihang mga lukab ng amag sa paligid ng isang gitnang axis at ang puwersa ng sentripugal ay nagpapabuti sa pagpuno at binabawasan ang porosity sa mga bahaging kumplikado.
Q: Gaano kakapal ang centrifugally cast walls?
Walang praktikal na pinakamataas na limitasyon sa kapal ng pader para sa mga bahagi ng sentripugal na cast — ang mga cylinder at singsing na napakakapal na pader ay isang partikular na lakas ng proseso. Mga kapal ng pader mula sa 3 mm hanggang higit sa 200 mm ay matagumpay na nagawa. Ang proseso ay lalong kapaki-pakinabang para sa makapal na pader na mga pressure vessel dahil ang outside-in solidification pattern ay nagsisiguro na ang structurally critical na panlabas na pader ay nagpapatigas muna sa ilalim ng pressure.
Q: Maaari bang makagawa ng mga bahaging bi-metallic ang centrifugal casting?
Oo. Ang mga bahagi ng bi-metallic centrifugally cast - kung saan ang dalawang magkaibang haluang metal ay sunud-sunod na inihagis upang bumuo ng isang pinagsama-samang pader - ay isang makabuluhang komersyal na aplikasyon ng proseso. Ang isang karaniwang halimbawa ay isang matigas na bakal na panlabas na layer na lumalaban sa pagsusuot sa ibabaw ng isang matigas na ductile na inner layer para sa mga aplikasyon tulad ng mga grinding mill liners at roll shell. Ang dalawang metal ay nagbubuklod sa metalurhiko sa interface sa panahon ng solidification.
Q: Paano maihahambing ang centrifugal casting sa forging para sa mga bahagi ng singsing at silindro?
Ang forging ay gumagawa ng pinakamataas na posibleng mekanikal na katangian sa pamamagitan ng deformation-induced grain refinement, ngunit nangangailangan ito ng mga mamahaling dies, hindi magagamit para sa lahat ng alloys, at limitado sa kapal at diameter ng pader. Ang mga centrifugally cast na singsing at cylinder ay nakakamit 80–95% ng mga mekanikal na katangian ng katumbas na mga forging sa makabuluhang mas mababang gastos sa tooling at produksyon, at maaaring gawin sa mga diameter at kapal ng pader kung saan ang forging ay hindi teknikal na magagawa.
Q: Anong wall thickness tolerance ang maaaring makamit sa centrifugally cast parts?
Bilang-cast wall thickness tolerance para sa centrifugally cast bahagi ay karaniwang ±3–5% ng nominal na kapal ng pader , depende sa haluang metal, temperatura ng ibuhos, at kondisyon ng amag. Pagkatapos machining, tapos na pader kapal tolerances ng ±0.1–0.5 mm ay regular na nakakamit, na nakakatugon sa mga kinakailangan ng karamihan sa mga pamantayan ng pressure piping at mekanikal.
Q: Ano ang maximum na diameter at haba na makakamit sa centrifugal casting?
Ang mga horizontal centrifugal casting machine ay regular na gumagawa ng mga tubo at cylinder hanggang sa 2.5 metro ang lapad at 8–10 metro ang haba . Ang mga vertical na makina ay ginagamit para sa malalaking diyametro na maikling singsing at kayang tumanggap ng mga diyametro na lampas 3 metro . Ang praktikal na itaas na limitasyon ay tinutukoy ng kapasidad ng makina at kakayahan sa paghawak ng amag kaysa sa pisika ng proseso mismo.
Konklusyon: Kailan Tukuyin ang Mga Bahagi ng Centrifugally Cast
Tukuyin ang mga centrifugally cast na bahagi sa tuwing ang iyong disenyo ay nangangailangan ng cylindrical geometry, ang application ay nagsasangkot ng presyon, temperatura, pagkasira, o kaagnasan, at ang buhay ng serbisyo o kaligtasan ay isang pangunahing alalahanin. Ang proseso ay hindi ang pinaka-versatile na paraan ng paghahagis — hindi nito matutumbasan ang sand casting para sa geometric complexity o investment casting para sa pinong detalye — ngunit para sa partikular na klase ng mga bahaging ginagawa nito, walang ibang proseso ng paghahagis ang malapit na tumugma sa kumbinasyon nito ng integridad ng istruktura, kahusayan ng materyal, at pagkakapare-pareho ng dimensional.
Ang data ay hindi malabo: porosity sa ibaba 0.1%, tensile strength 10–20% sa itaas ng sand cast equivalents, mga buhay ng serbisyo na sinusukat sa mga dekada kaysa sa mga taon. Tinutukoy mo man ang isang furnace tube para sa isang refinery, isang cylinder liner para sa isang diesel engine, o isang structural ring para sa isang aerospace assembly, ang pagpili ng isang centrifugally cast Ang component ay isang pagpipilian para sa kapansin-pansing superyor na kalidad ng metalurhiko — at ang track record ng higit sa isang siglo ng pang-industriyang paggamit ay bumalik na ganap na umaangkin.