Ang tamang basket ng paggamot sa init ay ang tumutugma sa iyong partikular na temperatura ng proseso, kapaligiran, bahagi ng geometry, at timbang ng pagkarga — walang pangkalahatang solusyon, at ang paggamit ng maling basket ay nagkakahalaga ng pera dahil sa napaaga na pagkabigo, bahagi ng pinsala, at hindi pantay na thermal cycling. Ang heat treating basket (tinatawag ding furnace basket, heat treat tray, o high-temperature workholding fixture) ay isang fabricated o cast container na ginagamit upang hawakan, i-transport, at iposisyon ang mga bahagi ng metal sa panahon ng thermal processing operations kabilang ang annealing, hardening, carburizing, nitriding, tempering, at sintering. Sinasaklaw ng gabay na ito ang bawat pangunahing uri ng basket, ang mga haluang metal na ginamit sa pagbuo ng mga ito, kung paano kalkulahin ang kapasidad ng pagkarga, at kung paano pahabain ang buhay ng serbisyo sa mga demanding na kapaligiran ng furnace.
Ano ang Heat Treating Basket at Bakit Ito Mahalaga?
A heat treating basket ay isang purpose-engineered fixture na nagsisiguro na ang mga bahagi ay pare-parehong nakalantad sa furnace atmosphere at temperatura habang ligtas na nakapaloob sa panahon ng paghawak, pagsusubo, at paglipat sa pagitan ng mga yugto ng proseso. Kung walang basket na maayos na idinisenyo, ang mga bahagi ay nakatambak nang hindi pantay sa mga apuyan ng furnace, hinaharangan ang sirkulasyon ng gas, nakakadikit sa mga ibabaw na nakakahawa o lumililiman sa kanila mula sa init, at lumilikha ng hindi ligtas na mga kondisyon sa panahon ng paglulubog ng tangke ng pawi.
Ang pang-ekonomiyang kaso para sa tamang pagpili ng basket ay direkta. Ang isang mahusay na katugmang basket ng heat treating sa isang carburizing furnace na tumatakbo sa 1,700°F (927°C) ay maaaring makamit ang 500–800 thermal cycle bago palitan. Ang isang basket na ginawa mula sa maling haluang metal o may maling disenyo para sa prosesong iyon ay maaaring mabigo sa kasing-ilang 50–100 na cycle — isang 5× hanggang 8× na pagkakaiba sa bawat bahagi na gastos sa pagproseso na ganap na maiuugnay sa pagpili ng fixture. Para sa isang pasilidad ng produksyon na nagpapatakbo ng tatlong shift, anim na araw sa isang linggo, ang pagkakaibang iyon ay isinasalin sa sampu-sampung libong dolyar taun-taon sa gastos sa pagpapalit ng basket lamang, bago isaalang-alang ang nawalang throughput mula sa hindi nakaiskedyul na pagpapanatili.
Ang mga basket ng heat treating ay nagsisilbi ng apat na function nang sabay-sabay:
- Containment — pinapanatili ang mga bahagi na magkasama bilang isang batch sa pamamagitan ng mga yugto ng furnace, quench, at wash
- Pagpoposisyon — pag-orient ng mga bahagi para sa pare-parehong kapaligiran at pagkakalantad sa temperatura sa lahat ng ibabaw
- Thermal mass management — kumikilos bilang isang kinokontrol na thermal buffer o conductor depende sa disenyo
- Proteksyon sa mekanikal — pinipigilan ang part-to-part contact na nagdudulot ng pinsala sa ibabaw, malambot na batik, o distortion sa panahon ng pagsusubo
Ang 6 na Pangunahing Uri ng Heat Treating Basket at ang mga Aplikasyon Nito
1. Mga Basket ng Wire Mesh
Ang mga wire mesh heat treating basket ay ang pinaka-versatile at malawakang ginagamit na disenyo, na nag-aalok ng mahusay na sirkulasyon ng kapaligiran para sa carburizing, nitriding, at annealing ng mga maliliit hanggang katamtamang bahagi sa temperatura na hanggang humigit-kumulang 2,000°F (1,093°C). Ang istraktura ng open mesh — karaniwang hinabi mula sa high-temperature alloy wire sa mga square o rectangular na aperture mula 1/4 inch hanggang 2 inches — ay nagbibigay-daan sa furnace atmosphere, radiant heat, at quench media na maabot ang lahat ng bahagi ng surface nang sabay-sabay. Available ang mga mesh basket sa hugis-parihaba, cylindrical, at custom na geometries at maaaring gawan ng solidong mga dingding sa gilid na pinagsama sa mga mesh na sahig, o bilang ganap na bukas na mesh sa lahat ng surface.
- Pinakamahusay na proseso: Carburizing, carbonitriding, gas nitriding, annealing, normalizing, tempering
- Saklaw ng temperatura: Hanggang 2,000°F (1,093°C) sa karaniwang mga haluang metal; hanggang 2,200°F (1,204°C) sa mga high-nickel alloy
- Kapasidad ng pag-load: Karaniwang 200–2,000 lbs depende sa wire gauge, mesh aperture, at mga sukat ng basket
- kahinaan: Mas mababang structural rigidity kaysa cast o fabricated plate basket; mesh ay maaaring masira sa ilalim ng napakabigat o puro load
2. Ginawang Bar o Rod Basket
Ang mga fabricated rod o bar basket ay nagbibigay ng mas mataas na structural rigidity kaysa sa mga wire mesh na disenyo at mas gusto ito para sa mabibigat na karga, malalaking bahagi, at mga application kung saan ang mesh-aperture bridging ay magbibigay-daan sa maliliit na bahagi na malaglag. Binubuo ang mga ito mula sa solid o hollow round bar, square bar, o flat bar na hinangin sa isang grid o hagdan pattern. Ang puwang sa pagitan ng mga bar - karaniwang 1 hanggang 4 na pulgada - ay sukat sa pinakamaliit na dimensyon ng mga bahaging pinoproseso. Para sa mga bahagi na may minimum na dimensyon na 2 pulgada, ang 1-inch na spacing ng bar ay karaniwang para maiwasan ang drop-through habang pinapalaki ang bukas na lugar para sa daloy ng atmospera.
- Pinakamahusay na proseso: Hardening, normalizing, solusyon pagsusubo ng malalaking bahagi, forging pre-heat staging
- Saklaw ng temperatura: Hanggang 2,200°F (1,204°C) na may naaangkop na pagpili ng haluang metal
- Kapasidad ng pag-load: 500–5,000 lbs depende sa laki ng bar at haluang metal
- kahinaan: Mas mataas na thermal mass kaysa mesh; mas mahabang heat-up at cool-down na oras bawat cycle
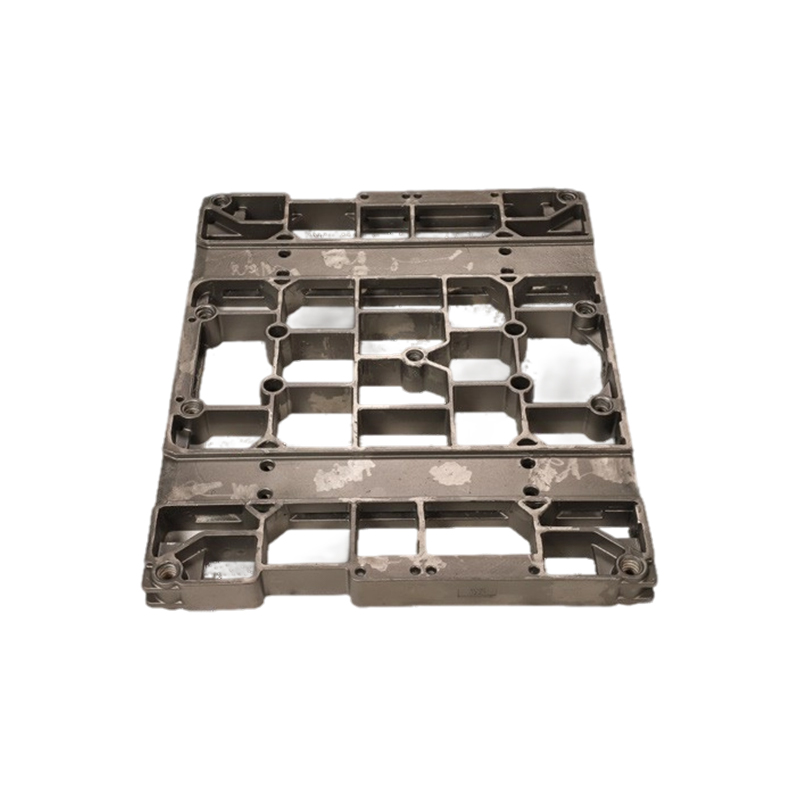
3. Cast Heat Treating Basket at Trays
Ang mga cast heat treating basket at tray ay nag-aalok ng pinakamataas na dimensional na katatagan at paglaban sa pag-creep sa matinding temperatura, na ginagawang mas pinili ang mga ito para sa tuluy-tuloy na belt furnace, pusher furnace, at sintering na operasyon sa itaas ng 2,000°F (1,093°C). Ginagawa ang mga cast basket sa pamamagitan ng sand casting o investment casting sa mga high-alloy compositions — pinakakaraniwang HK-40 (25Cr/20Ni) o HP alloy (26Cr/35Ni) — na lumalaban sa oxidation, carburization, at creep deformation na sumisira sa mga fabricated fixtures sa pinakamataas na temperatura ng proseso. Ang mga disenyo ng cast ay karaniwang may solid o semi-open na palapag na may mga cast wall at integral handle o lug.
- Pinakamahusay na proseso: Sintering, brazing, vacuum hardening, solution annealing ng aerospace alloys, high-temperature ceramic firing
- Saklaw ng temperatura: 1,800–2,350°F (982–1,288°C)
- Kapasidad ng pag-load: 200–3,000 lbs depende sa laki ng paghahagis at haluang metal
- kahinaan: Mataas na paunang gastos; mabigat (nagdaragdag ng makabuluhang patay na pagkarga sa apuyan ng pugon); malutong kung thermally shocked
4. Retort Basket at Inner Fixtures
Ang mga retort basket ay mga selyadong o semi-sealed na lalagyan na ginagamit sa loob ng mga furnace na kinokontrol ng atmospera upang lumikha ng isang naka-localize na kapaligiran sa paligid ng isang partikular na batch ng mga bahagi nang hindi naaapektuhan ang mas malawak na kapaligiran ng furnace. Ang mga ito ay partikular na mahalaga sa mga multi-zone furnace kung saan ang iba't ibang batch ay nangangailangan ng iba't ibang mga potensyal na carbon o komposisyon sa kapaligiran nang sabay-sabay. Ang pagtatayo ng retort basket ay karaniwang all-welded mula sa sheet at bar stock sa austenitic stainless o high-nickel alloy.
- Pinakamahusay na proseso: Maliwanag na pagsusubo, controlled-atmosphere brazing, selective carburizing
- Saklaw ng temperatura: Hanggang 2,100°F (1,149°C)
5. Perforated Sheet Baskets
Pinagsasama ng mga butas-butas na sheet basket ang solidong side-wall rigidity ng isang box structure na may atmosphere permeability ng mesh sa pamamagitan ng punched o laser-cut apertures sa mga sheet panel. Ang disenyo na ito ay mas gusto kapag ang mga bahagi ay sapat na maliit upang mahulog sa pamamagitan ng karaniwang mesh o rod spacing, ngunit ang isang bukas na balangkas ay nagbibigay ng hindi sapat na suporta para sa load geometry. Pinipili ang mga pattern ng perforation — bilog, slotted, o hexagonal — at porsyentong bukas na lugar (karaniwang 30–55%) upang balansehin ang integridad ng istruktura sa daloy ng atmospera.
- Pinakamahusay na proseso: Pagproseso ng maliit na bahagi (mga fastener, bearings, stampings), powder metal sintering, ceramic-coated part annealing
- Saklaw ng temperatura: Hanggang 1,900°F (1,038°C) sa karaniwang mga haluang metal
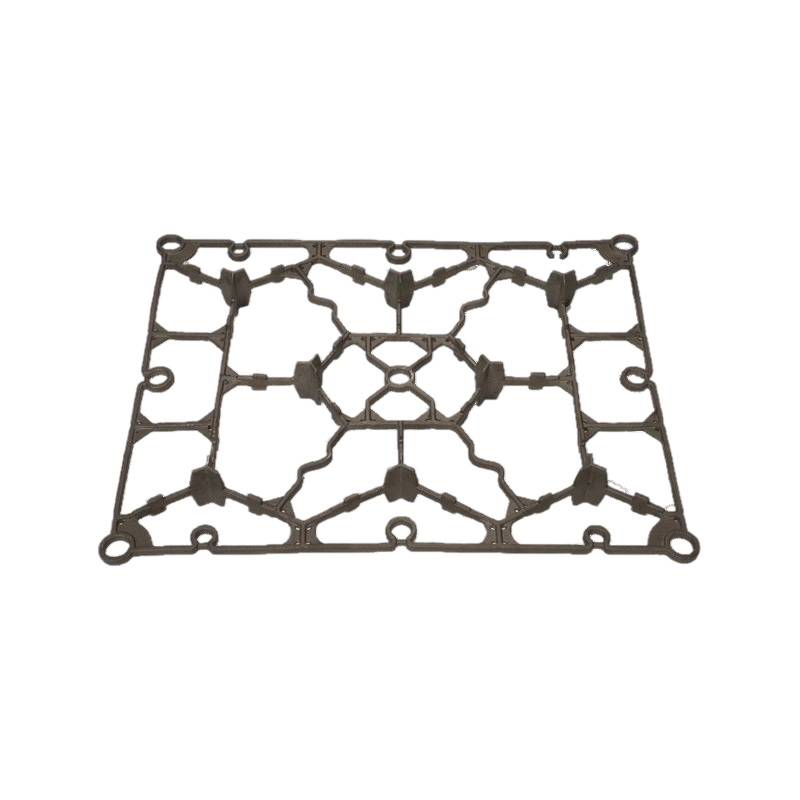
6. Specialty Fixtures: Rack, Tray, at Hanging Baskets
Ang mga rack fixture, flat tray, at hanging basket ay purpose-engineered para sa mga partikular na geometry ng bahagi — partikular na mahahabang shaft, singsing, o maselan na manipis na pader na bahagi na masisira kung papayagang magpahinga sa patag na sahig sa panahon ng thermal cycling. Ang mga nakasabit na basket ay nagsususpindi ng mga bahagi mula sa tuktok na frame, na nagbibigay-daan sa gravity na tumulong na mapanatili ang mga dimensional tolerance sa panahon ng pagsusubo o pag-alis ng stress. Ang mga flat tray ay ginagamit para sa manipis na sheet na metal o mga naselyohang bahagi na dapat manatiling patag. Ang mga rack fixture ay naka-orient sa tubular o bar stock patayo para sa pare-parehong circumferential heating.
- Pinakamahusay na proseso: Precision annealing ng aerospace parts, spring tempering, shaft at tube processing
- Saklaw ng temperatura: Hanggang 2,000°F (1,093°C) depende sa disenyo at haluang metal
Aling Alloy Dapat Gawin ang Iyong Heat Treating Basket?
Ang pagpili ng haluang metal ay ang nag-iisang pinakamahalagang desisyon sa detalye ng heat treating basket — ang paggamit ng 304 stainless basket sa 1,900°F carburizing atmosphere ay magreresulta sa pagkabigo sa loob ng ilang cycle, habang ang isang naaangkop na tinukoy na RA330 o HK-40 na basket ay maaaring tumagal ng daan-daang cycle sa parehong kapaligiran.
| Haluang metal / Grado | Max Patuloy na Temp | Paglaban sa Oksihenasyon | Paglaban sa Carburization | Paglaban sa kilabot | Kamag-anak na Gastos | Karaniwang Aplikasyon |
|---|---|---|---|---|---|---|
| 304 / 316 Hindi kinakalawang | 1,500°F (816°C) | Patas | mahirap | mahirap | $ | Tempering, low-temp annealing lang |
| 309 Hindi kinakalawang | 1,800°F (982°C) | Mabuti | Patas | Patas | $$ | Pangkalahatang pagsusubo, katamtamang temperatura na mga hurno |
| 310 Hindi kinakalawang | 2,000°F (1,093°C) | Napakahusay | Patas | Mabuti | $$ | Carburizing, normalizing, hardening |
| RA330 (Fe-35Ni-18Cr) | 2,100°F (1,149°C) | Magaling | Mabuti | Mabuti | $$$ | Carburizing, carbonitriding, heavy-duty na pagbibisikleta |
| HK-40 (25Cr/20Ni cast) | 2,100°F (1,149°C) | Magaling | Mabuti | Magaling | $$$ | Mga tuluy-tuloy na hurno, pusher tray, high-load na pagbibisikleta |
| HP Alloy (26Cr/35Ni cast) | 2,200°F (1,204°C) | Magaling | Napakahusay | Magaling | $$$$ | Sintering, high-temp brazing, aerospace annealing |
| Alloy 601 (Ni-23Cr-1.4Al) | 2,200°F (1,204°C) | Magaling | Magaling | Napakahusay | $$$$ | Malubhang carburizing, vacuum furnaces, serbisyo sa pagbibisikleta |
Talahanayan 1: Paghahambing ng heat treating basket alloy ayon sa kakayahan sa temperatura, paglaban sa kaagnasan, at gastos. Gabay sa gastos: $ = standard, $$$$ = premium high-nickel o specialty alloy.
Paano Sukatin ang Heat Treating Basket para sa Load Weight at Part Geometry
Ang tamang sukat ng isang heat treating basket ay isang tatlong bahagi na pagkalkula: maximum load weight, minimum open area para sa atmosphere flow, at basket dead weight bilang isang fraction ng kabuuang furnace charge capacity.
Hakbang 1 — Tukuyin ang Pinakamataas na Pag-load ng Bahagi bawat Basket
Magsimula sa na-rate na load ng apuyan ng tagagawa ng furnace sa lbs/ft² — karaniwang 15–40 lbs/ft² para sa mga atmosphere batch furnace at 10–25 lbs/ft² para sa tuluy-tuloy na belt furnace. I-multiply sa epektibong lugar ng apuyan na ginagamit sa bawat basket. Pagkatapos ay ibawas ang patay na timbang ng basket. Para sa isang batch furnace na may 25 lbs/ft² rating at basket footprint na 24 × 36 inches (6 ft²), ang kabuuang load sa bawat basket ay 150 lbs. Kung ang wire mesh basket ay tumitimbang ng 30 lbs, ang available na net part load ay 120 lbs.
Hakbang 2 — Kalkulahin ang Kinakailangang Open Area para sa Atmospera Circulation
Ang pagsasanay sa industriya para sa atmosphere carburizing at nitriding ay nangangailangan ng hindi bababa sa 35–50% na bukas na lugar sa sahig ng basket at mga dingding upang matiyak ang sapat na sirkulasyon ng atmospera sa paligid ng mga bahagi. Para sa isang mesh basket, open area = (aperture area ÷ total panel area) × 100. Ang isang basket floor na hinabi mula sa 0.120-inch wire sa isang 1/2-inch square aperture pitch ay may humigit-kumulang 51% open area — angkop para sa karamihan ng mga proseso sa atmosphere. Bawasan ang laki ng siwang (at samakatuwid ay bukas na lugar) lamang kapag ang maliliit na bahagi ay nanganganib na bumagsak, at bumawi sa pamamagitan ng pagtaas ng bilis ng fan o sirkulasyon sa hurno.
Hakbang 3 — Pamahalaan ang Basket Dead Weight bilang Fraction ng Furnace Charge
Ang isang heat treating basket ay dapat na perpektong kumakatawan sa hindi hihigit sa 20–25% ng kabuuang bigat ng singil sa furnace (mga bahagi ng basket). Ang paglampas sa ratio na ito ay nangangahulugan na ang furnace ay nagsusunog ng malaking enerhiya na nagpapainit sa basket kaysa sa mga bahagi - direktang tumataas ang halaga ng enerhiya sa bawat bahagi na naproseso. Ang isang 50-lb na basket na nagpoproseso ng 200 lbs ng mga bahagi (20% dead weight ratio) ay mahusay na na-optimize; ang isang 50-lb na basket na nagpoproseso lamang ng 50 lbs ng mga bahagi (50% dead weight ratio) ay dapat na muling idisenyo gamit ang isang mas magaan na haluang metal o isang mas maliit, layunin-built na kabit.
Heat Treating Basket Performance ayon sa Proseso: Isang Direktang Paghahambing
Ang iba't ibang proseso ng heat treatment ay nagpapataw ng iba't ibang pangangailangan sa disenyo ng basket — kung ano ang gumagana nang perpekto sa isang tempering furnace ay maaaring mabigo nang husto sa isang carburizing na kapaligiran sa 200°F na mas mataas na temperatura. Ang talahanayan sa ibaba ay nagbubuod ng pinakamainam na uri ng basket at haluang metal para sa pinakakaraniwang mga proseso ng thermal.
| Proseso | Karaniwang Saklaw ng Temp | Atmosphere | Inirerekomendang Uri ng Basket | Pinakamababang Alloy | Pangunahing Priyoridad sa Disenyo |
|---|---|---|---|---|---|
| Tempering | 300–1,200°F (149–649°C) | Hangin / N₂ | Wire mesh o butas-butas na sheet | 304 SS | Banayad na timbang, mataas na throughput |
| Pagsusupil | 1,200–1,800°F (649–982°C) | Endothermic / N₂-H₂ | Wire mesh o gawa-gawang bar | 309 SS | Buksan ang lugar para sa maliwanag na pagsusubo |
| Gas Carburizing | 1,650–1,750°F (899–954°C) | Endothermic enriching gas | Wire mesh (mabigat na gauge) | 310 SS / RA330 | Carburization resistance, buhay ng pagbibisikleta |
| Carbonitriding | 1,400–1,650°F (760–899°C) | Endothermic NH₃ | Wire mesh o butas-butas na sheet | 310 SS / RA330 | Nitrogen resistance, daloy ng atmospera |
| Gas Nitriding | 900–1,100°F (482–593°C) | Ammonia | Wire mesh o gawa-gawang bar | 304 SS (mas mababang temperatura) | Pagpasok ng ammonia, paghihiwalay ng bahagi |
| Pagpapatigas ng Vacuum | 1,800–2,200°F (982–1,204°C) | Mataas na vacuum | Graphite o Mo-alloy trays; cast HK/HP | Alloy 601 / Graphite | Presyon ng singaw, walang outgassing |
| Sintering (PM) | 1,800–2,350°F (982–1,288°C) | H₂ o dissociated NH₃ | I-cast ang HP o mga tray na may linyang ceramic | HP Alloy | Flatness, non-reactivity na may mga sintered na bahagi |
| Nakakatanggal ng Stress | 400–1,250°F (204–677°C) | Air | Anumang karaniwang mesh o bar basket | 304 SS | Part support para maiwasan ang distortion |
Talahanayan 2: Mga rekomendasyon sa uri ng basket ng heat treating at alloy sa pamamagitan ng thermal process. Ang pinakamababang haluang metal ay tumutukoy sa pinakamababang uri ng materyal na mapagkakatiwalaang ginagamit sa serbisyo — ang pag-upgrade ay palaging katanggap-tanggap.
Bakit Hindi Maaga ang Mga Basket sa Paggamot ng Heat — At Paano Ito Pipigilan
Ang tatlong pangunahing sanhi ng napaaga na heat treating basket failure ay carburization embrittlement, thermal fatigue cracking, at overloading — lahat ng ito ay maiiwasan sa pamamagitan ng tamang pagpili ng alloy, pagsasanay sa pagkarga, at nakaiskedyul na inspeksyon.
Pagkasira ng Carburization
Sa carburizing atmospheres, ang carbon mula sa prosesong gas ay kumakalat sa basket alloy sa maraming mga cycle, na unti-unting nagpapataas ng carbon content ng mga layer sa ibabaw ng alloy. Iko-convert nito ang karaniwang ductile austenitic na istraktura sa malutong, mayaman sa carbide na mga zone na pumuputok sa panahon ng thermal cycling. Ang unang nakikitang palatandaan ay isang network ng mga pinong bitak sa ibabaw, karaniwang kahanay sa direksyon ng pinakamataas na thermal stress. Ang RA330 at Alloy 601 ay lumalaban sa carburization na higit na mas mahusay kaysa sa karaniwang 310 stainless dahil sa kanilang mas mataas na nickel content — ang nickel ay gumaganap bilang isang thermodynamic barrier sa carbon uptake. Ang pagpapalit ng 310 SS na mga basket ng RA330 sa isang 1,700°F na carburizing furnace ay karaniwang nagpapahaba ng buhay ng serbisyo ng 1.5× hanggang 3×.
Thermal Fatigue Cracking
Sa bawat oras na ang isang basket ay umiikot mula sa kapaligiran hanggang sa proseso ng temperatura at likod, ang differential thermal expansion at contraction ay binibigyang diin ang materyal. Sa paglipas ng daan-daang cycle, ang mga stress na ito ay nagpapasimula at nagpapalaganap ng mga bitak — partikular sa mga weld joint, mga sulok, at mga lugar na may geometric na konsentrasyon ng stress. Ang pag-minimize ng thermal shock sa pamamagitan ng paglilimita sa mga rate ng cool-down sa mas mababa sa 400°F/hour (222°C/hour) ay makabuluhang nagpapahaba ng buhay ng basket. Sa mga operasyon ng quench, ang mga basket ay nakakaranas ng pinakamatinding thermal shock ng anumang hakbang sa proseso; ang mga haluang metal na may mas mababang thermal expansion coefficient (gaya ng mga cast alloy) ay mas mahusay na humahawak nito kaysa sa mga fabricated na sheet o wire na disenyo.
Overloading at Hindi pantay na Pamamahagi ng Load
Ang paglalagay ng mga load sa itaas ng kapasidad ng disenyo ng basket — o pagtutuon ng mabibigat na bahagi sa isang bahagi ng sahig ng basket — ay nagdudulot ng permanenteng sagging (creep deformation) na bumibilis sa bawat kasunod na thermal cycle. Ang sahig ng basket na lumubog nang 1/4 pulgada (6 mm) ay lumilikha ng hindi pantay na pamamahagi ng gas sa paligid ng mga bahagi sa mga sulok, na humahantong sa hindi pagkakapareho ng proseso. Magtatag ng maximum load weight marking sa bawat basket at ipatupad ito sa pamamagitan ng load-tracking system. Ang pag-ikot ng mga basket sa iba't ibang posisyon sa furnace charge ay nagpapapantay din ng pagkasuot sa basket fleet.
Paano Palawigin ang Buhay ng Serbisyo ng Basket sa Paggamot ng init: Pinakamahuhusay na Kasanayan sa Pagpapanatili
Ang isang structured na inspeksyon at programa sa pagpapanatili ay maaaring pahabain ang buhay ng serbisyo ng basket ng heat treating ng 30–60% kumpara sa run-to-failure na operasyon — sa isang gastos na karaniwang mas mababa sa 10% ng kapalit na halaga ng basket bawat taon.
- Shot blast sa pagitan ng mga campaign: Ang shot blasting o grit blasting na heat treating basket bawat 50–100 cycle ay nag-aalis ng built-up na sukat, mga deposito ng carbon, at nalalabi sa proseso. Ang isang malinis na basket ay umiinit at lumalamig nang mas pare-pareho, at ang pag-inspeksyon sa ibabaw ng hubad na metal ay nagpapakita ng mga bitak at kaagnasan bago sila dumami sa pagkabigo. Ang shot blasting ay nag-aalis din ng malutong na carburized na layer ng ibabaw sa panlabas na ilang 1000 ng isang pulgada, na bahagyang nagpapalawak ng ductility sa pinagbabatayan na haluang metal.
- Suriin ang mga weld sa bawat pagsabog ng shot: Ang mga weld joint ay ang pinakamataas na stress point sa anumang gawa-gawang basket. Gumamit ng maliwanag na ilaw at magnifying glass para tingnan kung may bitak sa lahat ng weld toes. Ang mga bitak na mas maikli sa 1/2 pulgada (12 mm) ay kadalasang maaaring dugtungan at muling hinangin gamit ang katugmang metal na tagapuno. Ang mga bitak na mas mahaba sa 1 pulgada (25 mm) o mga bitak na dumami sa base metal na higit sa 1/4 pulgada (6 mm) ay nagpapahiwatig na ang bahagi ay dapat na ihinto.
- Subaybayan ang bilang ng ikot sa bawat basket: Magtalaga ng serial number sa bawat basket at i-log ang mga cycle nito. Karamihan sa mga wire mesh basket ay may predictable na buhay ng serbisyo na 300–600 cycle sa carburizing service; ang mga cast basket sa tuluy-tuloy na pusher furnace ay karaniwang tumatakbo nang 800–1,500 cycle. Ang pag-iskedyul ng pagpapalit sa 80% ng inaasahang buhay ay pumipigil sa mga pagkabigo sa in-furnace na nakakahawa sa mga singil at pumipinsala sa mga furnace hearth.
- Iwasan ang pagsusubo ng mga walang laman na basket: Ang thermal shock sa isang walang laman na basket — partikular sa isang cast tray — na walang thermal mass ng isang bahagi na load ay higit na mas matindi kaysa sa pagsusubo na may buong load. Ang mga walang laman na quench cycle ay maaaring kumonsumo ng 5-10 katumbas na thermal fatigue cycle sa bawat kaganapan. Magtatag ng isang panuntunan sa pagpapatakbo laban sa hindi kinakailangang pagsusubo ng mga walang laman na kabit.
- Ituwid ang mga baluktot na basket nang maaga: Ang maliit na distortion sa mga gawa-gawang basket ay maaaring itama sa pamamagitan ng hot-straightening sa isang press o gamit ang mga hydraulic tool habang ang basket ay mainit pa rin mula sa serbisyo ng furnace. Ang isang basket na naka-warped nang higit sa 1/2 pulgada (12 mm) sa labas ng eroplano ay dapat na ituwid bago ang susunod na pag-charge — ang isang makabuluhang naka-warped na basket ay nag-load nang hindi pantay at nagpapabilis sa pag-creep sa mga susunod na cycle.
Mga Madalas Itanong Tungkol sa Mga Basket sa Paggamot ng init
Paano ko malalaman kung kailangang palitan ang isang heat treating basket?
Palitan ang isang heat treating basket kapag ang alinman sa mga sumusunod na kondisyon ay naobserbahan: mga bitak sa weld joints na lampas sa 1 pulgada ang haba o tumatagos sa base metal; nakikitang sagging o floor distortion na lumalampas sa 3/4 pulgada (19 mm) sa labas ng eroplano; mga wire break sa mga mesh panel na sumasaklaw sa higit sa 5% ng kabuuang lugar ng panel; corrosion pitting mas malalim kaysa sa 15% ng orihinal na kapal ng pader ng materyal; o anumang katibayan ng pag-crack sa pamamagitan ng dingding na maaaring magpapahintulot sa mga bahagi na mahulog sa panahon ng isang pawi. Ang pagsubaybay sa bilang ng ikot at pag-iskedyul ng maagap na pagpapalit sa 75–80% ng inaasahang buhay ng serbisyo ay mas mainam kaysa sa paghihintay para sa nakikitang pagkabigo.
Maaari ba akong gumamit ng karaniwang basket na hindi kinakalawang na asero sa isang carburizing furnace?
Hindi inirerekomenda ang 304 at 316 na hindi kinakalawang na asero para sa mga carburizing furnace na tumatakbo sa itaas ng 1,500°F (816°C). Ang mga haluang ito ay may medyo mababang nilalaman ng nickel (8–12%) at mabilis na sumisipsip ng carbon mula sa mga carburizing atmosphere, na nagiging malutong sa loob ng 20–50 cycle. Ang 310 stainless (25Cr/20Ni) ay ang pinakamababang inirerekomendang grado para sa serbisyo ng carburizing; Ang RA330 o Alloy 601 ay mas gusto para sa mahabang buhay ng serbisyo at cost-effective na operasyon sa buong basket lifecycle.
Anong sukat ng mesh aperture ang dapat kong gamitin para sa maliliit na bahagi tulad ng mga fastener o bearings?
Ang mesh aperture ay hindi dapat mas malaki kaysa sa 60% ng pinakamaliit na dimensyon ng pinakamaliit na bahagi sa batch — pinipigilan nito ang mga bahagi na tumuloy o mahulog sa mesh habang naglo-load, nagpoproseso, at nag-aalis. Para sa M8 bolts (head diameter na humigit-kumulang 13 mm / 0.51 inch), ang maximum na mesh aperture ay humigit-kumulang 8 mm / 0.31 inch. Para sa mga ball bearings na may 10 mm na panlabas na diameter, gumamit ng maximum na 6 mm na siwang. Kapag masyadong maliit ang mga bahagi para sa anumang praktikal na mesh aperture, ang mga perforated sheet panel na may 2–4 mm round perforations ang mas gustong alternatibo.
Bakit ang heat treating baskets ay kumiwal, at mapipigilan ba ang warping?
Nangyayari ang warping dahil walang haluang metal na umiinit at lumalamig sa perpektong pare-parehong bilis sa lahat ng seksyon — ang mas makapal na mga seksyon ay nahuhuli sa mas manipis, na lumilikha ng differential thermal expansion stresses na permanenteng nagpapa-deform sa basket sa maraming mga cycle. Symmetric na disenyo (pantay na bigat ng seksyon sa lahat ng panig), pagliit ng mass discontinuities sa welds, at paggamit ng mga cross-bracing ribs sa ilalim ng malalaking seksyon ng sahig ay binabawasan ang tendensya ng warping. Ang pag-iwas sa labis na karga at pagpapanatiling pare-pareho ang distribusyon ng load hangga't maaari sa sahig ng basket ay binabawasan din ang pinagsama-samang deformation bawat cycle sa pamamagitan ng pagpapanatili ng pantay na pamamahagi ng temperatura sa pamamagitan ng basket.
Magkano ang halaga ng heat treating basket, at ano ang nagtutulak sa presyo?
Karaniwang nagkakahalaga ng $200–$600 ang karaniwang wire mesh heat treating basket sa 310 stainless para sa karaniwang mga laki ng batch furnace (18 × 24 × 12 pulgada) na karaniwang nagkakahalaga ng $200–$600 depende sa wire gauge at alloy. Ang pag-upgrade sa RA330 para sa parehong geometry ay nagdaragdag ng 25–50% sa materyal na gastos ngunit karaniwang naghahatid ng 2–3x na buhay ng serbisyo, na nagpapahusay sa pangkalahatang cost-per-cycle na ekonomiya. Ang mga cast basket sa HK-40 o HP alloy para sa tuluy-tuloy na furnace tray ay mula $400 hanggang $2,500 depende sa laki at pagiging kumplikado ng pag-cast. Maaaring umabot sa $3,000–$8,000 ang mga custom na espesyalidad na fixture na may mga machined feature o precision tolerance para sa aerospace o vacuum furnace application.
Dapat ba akong gumamit ng liner o separating medium sa loob ng aking heat treating basket?
Para sa mga operasyon ng sintering, karaniwang inilalagay ang ceramic fiber paper, alumina board, o MgO setter sheet sa sahig ng basket upang maiwasan ang reaksyon sa pagitan ng mga sintered na bahagi at ng basket alloy — ang pakikipag-ugnayan sa pagitan ng mga sintering powder compact at alloy surface ay maaaring magdulot ng kontaminasyon o part-to-fixture bonding. Para sa steel hardening at carburizing, walang liner ang karaniwang kailangan; ang mga bahagi ay dapat na nakalagay nang direkta sa mesh o bar upang mapakinabangan ang paglipat ng init. Sa pagpapatigas ng vacuum ng titanium o mga reaktibong haluang metal, pinipigilan ng graphite o ceramic fiber separator ang pagkuha ng haluang metal mula sa mga contact point ng basket.
Buod: Paano Piliin ang Tamang Basket sa Paggamot ng init para sa Iyong Proseso
Ang pinakamainam na basket ng heat treating ay ang tumutugma sa iyong partikular na temperatura ng proseso, pagiging agresibo ng kapaligiran, geometry ng bahagi, timbang ng pagkarga, at mga kinakailangang cycle bawat taon — at ang pinakamahalagang solong desisyon sa detalyeng iyon ay ang pagpili ng alloy.
- Itugma muna ang haluang metal sa temperatura at atmospera: 304 SS para sa tempering sa ibaba 1,500°F; 310 SS para sa pangkalahatang carburizing; RA330 o Alloy 601 para sa heavy-duty na carburizing o mga temperatura hanggang 2,100°F; HP alloy castings para sa sintering at matinding temperatura na mga aplikasyon
- Pumili ng uri ng basket upang magkasya sa geometry at proseso ng bahagi: Wire mesh para sa mga prosesong kritikal sa kapaligiran; gawa-gawang bar para sa mabibigat o malalaking bahagi; cast trays para sa matinding temperatura at tuluy-tuloy na mga hurno; butas-butas na sheet para sa maliliit na bahagi
- Tamang sukat: Ang basket dead weight ay hindi dapat lumampas sa 20–25% ng kabuuang singil sa furnace; minimum na 35–50% open floor area para sa mga prosesong kritikal sa kapaligiran
- Magpatupad ng isang programa sa pagpapanatili: Shot blast at siyasatin bawat 50–100 cycle; bilang ng ikot ng track; maagap na palitan sa 75–80% ng inaasahang buhay ng serbisyo
- Kalkulahin ang gastos sa lifecycle, hindi presyo ng pagbili: Ang isang basket na nagkakahalaga ng 2x na mas malaki ngunit tumatagal ng 3x hangga't ang matipid ay tamang pagpipilian sa halos lahat ng kapaligiran ng produksyon